250kw Eritme Fırını CCM Slab Şerit Döküm Makinesi 300 kg / saat Üretim
ÜRÜN TEKNİK ŞARTLARI
1. döküm malzemeleri: nikel cupronickel
2. döküm özellikleri: kalınlığı: 16 mm × Genişlik: 200 mm
EKİPMAN ANA TEKNİK PARAMETRELERİ
1. döküm hızı:
Çekiş hızı: 0-64 - mm / s (kademesiz ayarlanabilir)
Refleks hızı: 0-64 - mm / s (kademesiz ayarlanabilir)
Şerit en iyi doğrusal hız: 90-200 - mm / dak
2. güç ekipmanları:
Orta frekanslı eritme fırını: 250 kw
Bekletme ocağı: 75 kw
Servo traktör: 3.5 Kw
3. senkron kesme makinası
Motor gücü: 3 Kw
Testere bıçağı göstergesi: Ф 355
Besleme hızı: hidrolik kademesiz hız ayarı
Testere göstergesi: bakır takım, pirinç
Sıkma yan tipi: hidrolik
4. bobin sarım ağırlığı: 4000-5000 kg
İç çap: 500-800 - mm Φ
Dış çap: Φ 1600 mm
5. birim gürültü değeri: 85 db (a) veya daha az
6. birim hat lise: + 1000 mm
7. birim iletim yönü: doğru iletim
üretim kapasitesi
Tek bir akış: 200-200 kg / sa (16 mm) bant genişliği: 200 mm, kalınlık:
Üçüncü bölüm ana işlem parametreleri ve işlem açıklaması
ANA İŞLEM PARAMETRELERİ
Üretim: 200-300 kg / saat
Sıcaklık kontrol aralığı: 1300 ℃ veya daha az
Fırın sıcaklığı kontrol hassasiyetinde bekletme: + / - 3 ℃
İtme ve çekme ayar aralığı: itme: 0-64 - mm / s + / - 0.1 mm (hayır)
Rachel: 0-64 - mm / s + / - 0.1 mm (hayır)
Döküm makinesi yelpazesi: çekişi düzenlemek için: 0-64 - mm / s + / - 0.1 mm (hayır)
Geri tepme: 0-64 - mm / s + / - 0.1 mm (hayır)
Kurşun döküm en büyük doğrusal hız: 0-200 mm / dak
Ayar aralığının sarılması: rulo çapı Φ 500 - Φ 800 mm
Φ rulo çapı 1600 mm
En yüksek sarma hızı: 250 mm / dak
Dansçı aralığı: 0.95 ila 0.75
Sargı kulesi derece: 40 m veya daha az
Birim güç tüketimi: 380-420 KWH / t
SÜREÇ AÇIKLAMASI
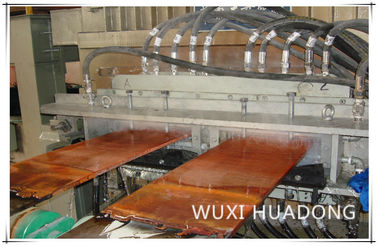
Nikel cupronickel strip yatay sürekli döküm üretim süreci aşağıdaki gibidir:
Elektrolitik bakır ila orta frekanslı eritme fırını, tutma fırına bileşim ayarlama - kalıp - zaman soğutma, kukla makineye ikincil soğutma, kesme makinesi, sarma makinesi
Teknoloji dosyasında öngörülen hammaddeleri seçin (elektrolitik bakır), orta frekanslı eritme fırını eritme ham maddelerini birleştirecek;
Fırın eritme için, belirli bir kalınlıkta kaplama maddesi eklenir ve düzenli olarak kantitatif olarak ham madde eklenir, fırın boşluğu eritilir, fırın boşluğuna iyi erimiş bakır su hidrolik dökümü, fırın içindeki bakır sıvı sıcaklığının ısının korunması, otomatik olarak kontrol edilir. tutma fırını döküm sıcaklığı ve suyun belirli bir seviyede tutulması, sıvı akışkanın etkisi altında bakır, kalıbın içine suyun akışının, kalıp halinde soğutulmasıyla şerit haline getirilmesi, kukla makinenin sürekli olarak açtığı bakır kütük, levhanın gerekli şekli. Çıkış plakası, ikincil bir soğutma sistemine sahip sıcaklık ölçüm cihazı ile donatılmıştır, soğutma suyu akış hızı, su sıcaklığı ayarlanan değerden yüksek olduğunda, su sıcaklığı, su basıncı gerçek zamanlı izleme, ayarlanabilir. Döküm makinesi çizim yapmayı bıraktığında ayarlanan değerden daha düşük. Bu kontrolleri, temel olarak kristalleşme sıcaklığını, proses parametrelerinin kararlılığını garanti altına almak, ürün kalitesini ve güvenliğini sağlamak için kullanmak.
Şerit traktörler tarafından çıkarılır, traktör durdurma ve geri itme süresi ayarlanabilir, farklı malzemelere, farklı özelliklere, durumun yüzey kalitesine göre, en iyi kontrol parametrelerini belirlemek ve PLC program kontrolü, uygulama liderliğindeki zamana göre ayarlamak gerekir çevrimleri, durma, geri adım atma.
Kukla makineden sonraki şerit, şeridi senkron kesme makinesine gönderir.
Wuxi Huadong Endüstriyel Fırın Co, Ltd
Ziyaret ve incelemek hoş geldiniz!
Kişi: Joey Wong
Tel: +86 510 83788308
Faks: +86 510 83786308
Mafya: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
eposta: Joey@wxhddl.cn
Joe.777@outlook.com