SÜREÇ:
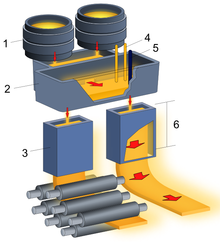
Erimiş metal fırınlardan potaya çekilir. Alaşımlama ve gazdan arındırma gibi pota uygulamalarından geçtikten ve doğru sıcaklığa ulaştıktan sonra pota, döküm makinesinin üstüne taşınır. Genellikle kepçe, döküm makinesinde dönen bir taret üzerindeki bir yuvaya oturur. Bir pota 'dökme' konumunda (döküm makinesini besleme) diğeri 'döküm dışı' konumunda hazır hale getirilir ve ilk pota boş olduğunda döküm pozisyonuna geçirilir.
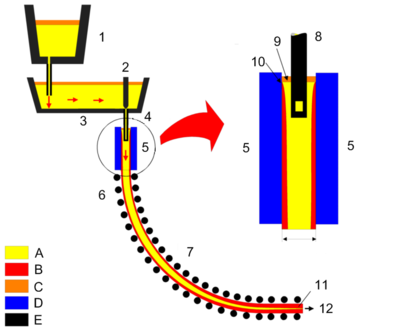
Potadan sıcak metal, ateşe dayanıklı bir örtü (boru) ile tandiş adı verilen bir tutma banyosuna aktarılır. Tandiş, kepçeler değiştirilirken bir metal rezervuarının döküm makinesini beslemesine izin verir, böylece bir sıcak metal tamponu görevi görür, aynı zamanda akışı yumuşatır, kalıplara metal beslemeyi düzenler ve metali temizler (aşağıya bakınız).
Metal, tandişten başka bir örtü ile açık tabanlı bir bakır kalıbın üstüne boşaltılır. Kalıbın derinliği, döküm hızına ve kesit boyutuna bağlı olarak 0,5 ila 2 metre (20 ila 79 inç) arasında değişebilir. Kalıp, sıcak metali doğrudan onunla temas halinde katılaştırmak için su soğutmalıdır; bu birincil soğutma işlemidir. Ayrıca, metalin kalıp duvarlarına yapışmasını önlemek için dikey olarak (veya dikey bir eğri yoluna yakın) salınır. Yapışmayı önlemek ve metalde mevcut olabilecek ve yüzer bir tabaka oluşturmak için havuzun tepesine getirebilecek cüruf parçacıklarını (oksit parçacıkları veya ölçeği dahil) yakalamak için kalıptaki metale bir yağlayıcı da eklenebilir. cüruf. Çoğu zaman, örtü, sıcak metal kalıptaki cüruf tabakasının yüzeyinin altından çıkacak ve böylece daldırılmış giriş memesi (SEN) olarak adlandırılacak şekilde ayarlanır. Bazı durumlarda, tandiş ve küf arasında örtüler kullanılamaz; bu durumda, ateşe dayanıklı teknenin tabanındaki değiştirilebilir ölçüm nozulları metali kalıplara yönlendirir. Bazı sürekli döküm düzenleri aynı tandişten birkaç kalıp besler.
Kalıpta, kalıp duvarlarının yanındaki ince bir metal kabuk, şimdi bir tel olarak adlandırılan orta bölümden önce katılaşır, kalıbın tabanından bir püskürtme odasına çıkar. Telin duvarları içindeki metal kütlesi hala erimiştir. Tel, derhal telin duvarlarını telin içindeki katılaşan sıvının ferrostatik basıncına ( hidrostatik basıncı karşılaştırın) karşı destekleyen yakın aralıklı, su soğutmalı silindirlerle desteklenir. Katılaşma hızını arttırmak için, tel püskürtme odasından geçerken büyük miktarlarda su ile püskürtülür; bu ikincil soğutma işlemidir. Telin nihai katılaşması, tel püskürtme odasından çıktıktan sonra gerçekleşebilir.
Burada sürekli döküm makinelerinin tasarımı değişebilir. Bu bir 'kavisli önlük' döküm makinesini tarif eder; dikey konfigürasyonlar da kullanılır. Kavisli bir önlük döküm makinesinde, tel kalıptan dikey olarak çıkar (veya yakın bir dikey kavisli yolda) ve püskürtme odasından geçerken, silindirler ipliği kademeli olarak yataya doğru kıvırır. Dikey bir döküm makinesinde, tel püskürtme odasından geçerken dikey kalır. Kavisli bir önlük döküm makinesindeki kalıplar, makinenin temel tasarımına bağlı olarak düz veya kavisli olabilir.
Gerçek bir yatay döküm makinesinde, kalıp ekseni yataydır ve çelik akışı sıvıdan ince kabuktan katıya yataydır (bükülmez). Bu tip bir makinede, kalıba yapışmayı önlemek için tel veya kalıp salınımı kullanılır.
Püskürtme odasından çıktıktan sonra, tel düzleştirme silindirlerinden (dikey bir makineden başka bir yere dökülürse) ve geri çekme silindirlerinden geçer. Son ipliği önceden şekillendirmek için metalin sıcak durumundan yararlanmak için çekildikten sonra sıcak bir haddeleme standı olabilir. Son olarak, tel, mekanik makaslar veya hareketli oksiasetilen torçları ile önceden belirlenmiş uzunluklara kesilir, tanımlama için işaretlenir ve bir stok veya bir sonraki şekillendirme işlemine alınır.
Birçok durumda tel, metali nihai şekline getirebilen, düzleştirebilen, yuvarlayabilen veya ekstrüde edebilen ilave silindirler ve diğer mekanizmalar yoluyla devam edebilir.
Şirket tanıtımı
Wuxi Doğu Çin Fırın Co, Ltd Ekipman Tasarımı, İmalat, Kurulum ve Devreye Alma sağlayan yetenekli bir entegre metalurji makine üreticisidir. Fabrikamız yuvarlak kütük, kare kütük ve levhalar gibi 3 metreden 13 metreye kadar yarıçaplı sürekli döküm makinesi her türlü üretme yetkisine sahiptir.




Wuxi Doğu Çin Fırın Co, Ltd
Whatsapp: 86139 2112 5611
joey@wxhddl.cn